
Love this detail, technical drawing way before CAD
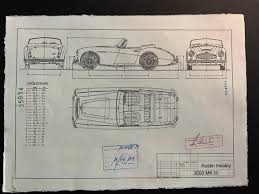
Beautiful technical drawings of 97H 1489 Healey 100/6 BN4 1957

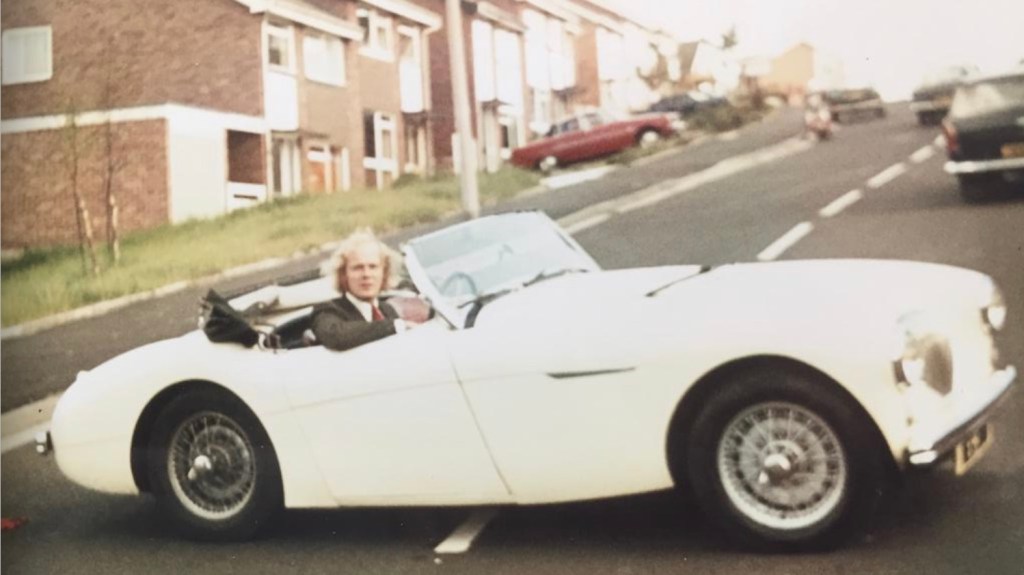
My Uncle Martin owned this beautiful Healey 100/6
Austin Healey 100/6 BN4 ,Engine 97H 1489 was built in May 1957 , Martin owned it in the 1970’s. Loving the hair!!
He kindly sent me the original Service Manual, I will post a few of the amazing technical drawing images and general data pages….all fascinating .
Auto Express Magazine review @autoexpressmagazine
The hairy-chested ‘Big Healey’ 3000 is as desirable now, as it was back in the 1950s and ’60s
Known as the Big Healey to differentiate the model from the diminutive Austin-Healey Sprite, the Austin-Healey 3000 was a sportscar in the classic English vein built from 1959 to 1967.
Successor to the popular Austin-Healey 100-6, the 3000 was renamed to celebrate the adoption of a 3.0-litre in-line six-cylinder engine, offering up to 150bhp in its final Mark III guise. The 100-6 was itself a redesigned version of the Austin-Healey 100 series, a car that was based on Austin Atlantic running gear, and named for its ability to crack the magic ton – quite a feat in the early 1950s.
When the 3000 arrived, it quickly made its mark as a rally car, with many class victories to its credit under the auspices of the BMC competitions department. The 3000’s factory racing career ended in 1965 though, as BMW turned its attention to the giant-slaying Mini Cooper S.
The Big Healey has a reputation as something of a ‘hairy-chested’ sports car, thanks to its firm ride, heavy steering and grunty engine. Nonetheless it remains highly popular in the classic market today, thanks to its relative simplicity and muscular good looks.
Available both as a two-seater and a 2+2, the Big Healey to have is the 3000 MK III. It’s the last of the line, but also the best appointed with the most power and the most luxurious interior that included wind-up windows and a walnut dashboard.

Derek Spencer: Resuscitator and protector of Big Healeys
Written in June 1976 in #motorsport magazine
“Soon, the Healey will be a collector’s piece. But no one who has sat behind the wheel of a Big Healey will forget the enduring excitement of it all—the huge surge of power, the tumultuous exhaust and the rest of the pack shrinking to dots in the mirror”. This was how Austin-Healey 3000 owner James Ewing paid tribute to the endearing character of the hairy-chested Big Healey in Safety Fast, some months after I’d watched the last true production Mk. III roil off the Abingdon Assembly line in December 1967.
He was right, of course. Today the Big Healey is an appreciating collector’s item. But the trouble with too many collectors’ cars is that they tend to be cosseted, treated gently, used for a few miles only on hot summer days out of respect for ageing and practically irreplaceable bodywork and mechanicals. The Big Healey was never meant for such cotton-wool treatment. It was meant for hard driving, the sort of scruff-of-the-neck motoring I indulged in with a then-young Mk. III for 14,000 memorable miles at the end of the ’60s. Today, Leyland spares for 3000s have almost dried up, but thanks to a handful of people like Derek Spencer, of D. Spencer Motor Engineering Ltd., 144 Fleet Road, Hampstead, London NW3, those lucky owners of the marque examples can continue to drive them regularly and forcefully, secure in a source of spares and craftsmanship which will keep their cars permanently youthful.
Spencer was practically forced into Healey specialisation by public demand after proving his worth with the marque in his preparation of SID 1, Healey-enthusiast Sid Segal’s racing 3000, at the beginning of the ’70s. In those early days the demand was for performance conversions and tuning; then came a shift to general repairs of engines, gearboxes, suspension and so on; now the pendulum has swung right over to complete rebuilds—”so many are coming in it’s ridiculous.” For now the moths are catching up with even the later Mk. 3s, inner and outer panels suddenly disappearing into brown, or aluminium-grey, dust. A few years ago, even when factory replacement parts were available, the cheap answer might have been to bolt on a set of glassfibre replacement panels. Now, as originality is essential to an appreciating asset, glassfibre is out for both Spencer and his customers, unless they’re daft enough to stipulate it.
To make this possible, Spencer has contrived to duplicate every exterior panel in the original material: steel where Jensen Motors produced steel panels for BMC, aluminium where the West Bromwich firm ulilised it for the front and rear shrouds. So now you Big Healey owners can take your chances with London taxis and buses with the same confidence as the rest of us in current production cars. Steel door panels, door shut faces, inner wings, outer and inner sills are produced too. Such specially-produced, low-volume parts, produced for Spencer by Oldham Panel and Sheet Metal Co., Tipton, Staffs, are necessarily more expensive than original Leyland parts; Spencer will supply factory front wings, of which there are still a few about, though probably not for long, for £30, while a Spencer steel wing, soon the only choice, will be twice that, or an aluminium replica, produced on the same jig, £90. Spencer rear wings, steel or alloy, are £50 each, complete front shrouds, aluminium, of course, £120, or available in sections. Inner wheel arches are £28 and door shut faces £8. Even bonnets can be made to order. A complete body rebuild, using such new parts and including spraying, would work out at roughly £1,200 to £1,400, depending upon the state of the chrome, says Spencer.
In fact Spencer has so many Big Healey parts available that he has thought seriously about building brand-new exact replicas and even raised the finance to do it. “But Rubery Owen dpn’t want to know about making new chassis” he says ruefully.
Spencer gave me a few “buying a Big Healey” body tips : “Some look good outwardly until you start prodding around the inner sills; that’s where you find hidden and forgotten Polyfilla. The inner rear wheel arches rot at the door shut-faces, the shut-face starts to flex, sets off the wing and then there’s real trouble. Chassis don’t rot much, only the occasional outrigger, which is easy enough to fabricate. Boot floors rot, too, but, again, they’re easy to fabricate. Fuel tanks corrode and are no longer available from Leyland, so we have them made. Underseal is the pain in the neck. You don’t see it until it catches fire and then a big hole appears in the rust underneath.”
Gearbox problems are the biggest headaches for existing owners or the main thing for the potential owner to watch out for. “Listen for a noisy gearbox. The supply of lay gears has dried up—they’re almost impossible to replace. If 2nd, 3rd or top helical gears have gone they’re in big trouble. We can’t get synchromesh parts either. Listen for noisy 1st and reverse—that’s an obvious sign of trouble. We are just scraping by that problem by having a new straight-cut (they’re non-synchro, of course) first gear built up and re-cut on the existing lay-gears. We’re working on having gearbox parts made, but the problem is trying to get costs to a reasonable level. It’s worse because of the old-fashioned helical angles, which nobody is tooled up for nowadays. The ironic part is that we could have a complete set of straight-cut gears made for the price of a helical lay-gear but they’d be too noisy.”
Overdrive spares shortages can be circumnavigated by interchanging bits from other units, particularly those from Jaguar Mk. 2s, but new casings are no longer available.
The supply of engine parts is perhaps the least difficult area. Just about the only things unavailable are Mk. III cams, “the only decent cam in the series, developed from the Sebring cam,” the supply of which dried up recently. However, reprofiling, “and actually improving,” existing cams removes that obstacle. He’ll supply a complete exchange engine unit for £325, or half-engine (less head) for £275, a short engine for £185 or an exchange block for £35.
Neither is suspension repair a difficult area, though new front coil springs have to be specially made. Ball-joints, track-rod ends etc., are readily available. “We have rear leaf springs made too; there’s no point in rebuilding them because the car soon goes lopsided. There’s no point in trying cheap shockabsorbers either. We’ve found that they just don’t last. We fit genuine replacement shockabsorbers or nothing—they last longer and they’re guaranteed.” Sometimes there’s a holdup on brake master cylinders, but otherwise no problem there either. Leyland’s stock of splined rear hubs is exhausted too, which means £25 to £30 each for new ones to be made.
“Steering boxes will probably be the next problem. We’re still able to recondition them, but for how long? We’ll have to have the things made.”
Just then Spencer’s co-director and human Healey part number computer John Ahtuam, a Mauritian, told Spencer that Leyland’s supply of nearside front hubs was exhausted. “We’ll have to have them made.” Which led Spencer to reiterate the feelings of so many Leyland marque specialists I’ve spoken to : “There’s no warning of when parts are going to be stopped by Leyland. And they just don’t want to know about rescuing redundant parts stock.”
Other pukka BMC parts which remain available include, fortunately, the complicated Mk. III exhaust system, at £48 plus hangers, or in smaller sections, and front bumpers. Spencer is currently arranging to have rear bumpers re-produced. Replica hoods, in mohair, double-duck or PVC, are produced by a local craftsman, who also carries out re-trimming to original specification. Spencer will use his old experience to carry out race engine and chassis preparation if requested, “But nowadays it costs too much and people don’t seem to be able to afford it. We do the occasional ‘rally’ engine for road cars and can supply a road/rally cylinder head conversion for £85 and road/rally cam for £35. A big problem for competition use is obtaining the essential straight manifolds for triple-Webers. If we’re desperate we can get them made, but at £150 a time.”
The invaluable, to Healey owners, business of this active Hampstead firm is split 70% between physical work on the cars and 30% on the supply of spares. In co-operating with Fred Draper’s A-H Spares, a 100% spares business at Leamington Spa, both Draper and Spencer benefit by pooling resources.
With men like Spencer and Draper around the longevity of the majority of those hairy-chested traditional sports car seems assured. Thank goodness.—C.R.
Longbridge Factory drawing office

THE new BMC. Drawing Office Building at Longbridge, will enable the main design forces of the group to be concentrated under one roof for the first time. Another big step forward in realizing the aims for which the BMC. was formed. It will be completed in June.
At the moment the various design departments are scattered throughout the Corporation’s factories, making co-ordination difficult. The new building will help BMC. to pursue still more vigorously the policy of standardization and ‘commonization’ of components to achieve the greatest economies in production.
A striking feature of the handsome new building, designed by the BMC. architects, Harry W. Weedon, FRIBA. & Partners, is the excellence of the working conditions.
Design staff will enjoy an exceptional amount of natural light at their drawing-boards, as well as abundant fresh-air ventilation, with-out draughts.
This vast general drawing office cost £550,000 and is nearly 60,000 sq.ft. in area as big as many a factory. (It is, incidentally, twice the area of the BMC. Joy Car Factory at Bargoed, where 350 people are employed.)
It will receive a high degree of available daylight through six ‘monitors’-glass-sided raised portions in the roof. And on sunny days there need be no fears of the atmosphere getting uncomfortably hot; an efficient extraction system takes care of that. The air flow can be increased by 50 per cent. in warm weather.
Artificial general lighting is provided by recessed fluorescent fittings with directional reflectors. The main entrance, with executive offices and conference room, faces one end of the lawn in front of the Administration Block-to which the Drawing Office is connected by a bridge with lifts at each end. Among other features are print rooms, and a special drawing office of 7,840 sq. ft. above the main executive offices.
Mr. Geoffrey Eyre, BMC. Building Projects Engineer, told BMC. World: ‘The object of the exercise is to give the maximum daylight when it is there, and as much fresh air as we can possibly put in without draughts. ‘The lighting has been very carefully designed.’
Breaking 200mph
On arriving at the Bonneville Salts Flats they found out that part of the normal track was breaking up. So it was necessary to move the measured mile closer to one end of the timing stretch, thereby reducing the length of the run-in in this direction. Donald Healey drove the car on the straight-away runs and raised the International Class D for 5 kilometres to 182.2 mph and for 10 miles to 181 mph The car was timed over the kilometre at 192.6mph, thereby breaking an American National record. various other runs were completed and one such run broke the magic 200 mph barrier.
Then Carrol Shelby, the Texan driver who competed in many European events during the 1954 season, took over and attacked the International Class D record for the hour, which was duly obtained at a speed of 156.7m.p.h. For this run, a 10-mile circle was used, a course which seemed almost one long straight when seen from behind the wheel of a normal saloon but which seemed more like a rather difficult fast bend from the Streamliner’s cockpit. The car proved very stable, which was indeed fortunate, for conditions were by no means ideal, gusts of up to 30 mph. sweeping across the Salt Flats. Moreover, owing to the complete absence of trees or any other vegetation, the driver received no advance warning of a gust before it struck the car. This is where the tail fin proved to be of real value in such circumstances.

Austin-Healey at speed on the 22 August 1954 on the Bonneville salts USA this modified Austin Healey “100” was timed by the American Automobile association officials over a measured mile at a mean speed of 192.6 MPH. At the same time a number of Class D international records were broken. It is on such occasions that research and development are put to the severest test which motoring have so far devised – record-breaking.
Heading to the Bonneville Salt Flats
Donald Healey had great experience of competition work and was able to recommend various safety precautions. This included a complete Graviner fire extinguisher system, which is mounted for both the engine compartment and the fuel compartment in the tail that holds the 25 gallon tank. The system was fitted with an impact switch which brought it into operation automatically should the car sustain an impact above a set figure. The system could also be operated by the driver, with a red button that replaced the normal horn button in the centre of the steering wheel. Instead of the normal steering wheel the Austin Healey works produced a special rectangular shape for Donald Healey as a normal wheel interfered considerably with his vision from the cockpit.
Other safety devices included a crash arch behind the driver, two levers, one on each side of the cockpit, to enable the driver to jettison the blister cockpit cover, and a special switch in the engine lubrication system which at once would switch off the fuel supply if the oil pressure dropped below a certain figure, to prevent a fire following an engine blow-up.
It was now time to do some testing by Geoffrey Healey in the UK at a local airfield, where speeds of 130 mph were attained. After some small modifications to the engine and suspension, the car was ready to be shipped to the Salt Flats.


Streamliner on test in Austin’s Wind Tunnel
Donald Healey had thought of building a special streamlined record car, but time was against him to start from scratch. So a decision was taken to use a production car as the basis for the new car. It would be necessary to improve the shape of the body to improve its aerodynamic properties. So a scale model was made of the proposed streamline shape, and as a result of tests carried out by the Armstrong Whitworth Aircraft Ltd. in their wind-tunnel. It was from these results carried out that Healey would need a new front and rear end, with bubble-type Perspex cover for the driver. Austin’s experimental sheet metal department made a revised body that could be fitted to the standard chassis.

From results taken by the Austin technicians on the Streamliner in the wind tunnel, and then comparing this data with results from other models, they calculated the Streamline potential maximum speed would be 200mph.
Now work started on increasing the output of the 100S competition engine, which in standard tune delivered 130 bhp at 4,700 rpm. This engine already had nitrided crankshaft running in trimetal bearings and special cylinder head with enlarged valves and special porting. To eliminate the possible problems using a head gasket, it was decided to lap-in the head to the block.
Dr. J. H. Weaving, head of BMC. Gas Turbine Research, was responsible for the preparation and tuning of this engine. He decided that the best way to get the power needed, would be to supercharge the engine using a standard Shorrock Type C250B. This was the largest one available, and connected to the front of the crankshaft via a Layrub couplings. The maximum boost available was about 8lbs/sq with this setup the engine was now producing 224 bhp at 4,500 rpm
With the extra power generated it was necessary to increase the capacity of the cooling system. Coventry Radiator and Presswork co., Ltd. produced a special radiator core that was installed in the streamlined nose. Tecalment company were involved in suppling a combined oil cooler and filter for the engine, along with a large diameter tube which fed fresh air into the cockpit.
